 锅炉之家客服热线:
锅炉之家客服热线:

热镀锌带钢是以热轧板卷为原料,通过冷连轧—退火—镀锌的方式生产出的具有高性能、高附加值的产品,热镀锌产品对钢铁的减蚀延寿、节能节材起着不可估量和不可替代的作用,目前被广泛应用于汽车、家电行业。
色差缺陷是镀锌带钢表面一类缺陷的总称,直接影响镀锌带钢的外观和涂镀效果, 更严重的还会对带材的力学性能产生负面效应。
从光学角度分析,色差缺陷是由于缺陷位置表面粗糙度异常,导致缺陷区域对光的反射率存在差异。根据目前的国内外研究现状分析可知,与带钢色差缺陷相关的因素主要有:带钢表面横向粗糙度不均匀、锌层表面异物、锌层晶粒尺寸不均匀等。
边部色差
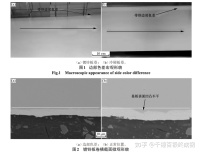
边部色差缺陷宏观形貌如图所示,图(a)镀锌板卷边部色差位于带钢边部5cm左右,整卷连续存在,与正常板面位置相比轻微发亮。用手持粗糙度仪检测,边部色差位置粗糙度Ra为0.56μm,正常板面位置粗糙度Ra为0.72μm。
图(b)冷硬板卷边部色差同样位于带钢边部5cm左右,整卷连续存在,与正常板面位置相比轻微发白。热轧板卷由于表面氧化铁皮较厚,肉眼无法观察到色差缺陷。由于边部色差,原料卷与成品卷缺陷位置对应性较强,怀疑为原料原因导致的镀锌板卷边部色差。
随后,分别对出现边部色差的镀锌成品卷、同批次原料卷取样,观察其表面、横截面的微观形貌。图2为镀锌卷边部色差位置与正常位置在电子显微镜下的横截面微观形貌。可见,图2(a)边部色差位置,镀锌基板表面较平整,锌层厚度约为7~10μm;图2(b)无色差位置,镀锌基板表面有3~4μm的高度起伏,锌层厚度约为10~12μm。
此镀锌板卷边部色差位置锌层厚度较薄,粗糙度较低。这是由于镀锌原料冷硬卷在距离边部5cm的范围内粗糙度较低导致。在热轧工序的冷却过程中,带钢边部冷却速度较快,导致带钢边部晶粒细小、硬度和强度较高、氧化铁皮薄而密。
具有这样特点的热轧卷,经过酸洗以后,边部致密的氧化铁皮容易残留。再经过冷连轧以后,由于边部细晶强化作用和氧化铁皮的润滑作用,导致冷硬卷边部粗糙度较低。
据此,制定相应的改进措施。在热轧卷的实际生产过程中,横向温度的均匀性控制主要是通过调节上部集管的水量分布,形成中凸形的水流分布形式。为了控制镀锌成品边部色差缺陷,采用了在冷却装置上进行边部遮蔽的方式,并根据不同的带钢宽度、厚度、钢种采用不同的遮蔽策略,改善了热轧卷冷却过程中横向温度、组织、应力分布的不均匀性。
打磨后色差
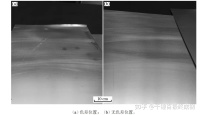
热镀锌带钢表面砂盘打磨后色差缺陷宏观形 貌如图(a)所示,呈暗黑色圆形;无色差位置砂盘 打磨后宏观形貌如图(b)所示。
对锌锅后各个位置带钢进行打磨,均存在打磨后色差缺陷,说明该缺陷在锌锅气刀位置产生。
在相同气刀工艺参数下,观察带钢抖动情况:当带钢运行速度为60m/min时,带钢运行平稳,基本无抖动,打磨后表面基本一致,色差缺陷不明显;当带钢运行速度为100m/min时,带钢存在轻微晃动,打磨后表面色差缺陷明显。
这说明打磨后色差和产线运行速度、带钢出锌锅后抖动幅度相关性较大。带钢在抖动过程中会改变带钢上、下 气刀之间的距离,在同等气压条件下,气刀距离的 改变将造成锌层厚度的变化。
带钢出锌锅以后抖动的原因主要有:(1)沉没辊安装精度差,或者沉没辊使用后期轴头轴套磨 损严重;(2)来料版型不良;(3)镀后冷却段快冷风箱上、下表面喷吹压力不一致。
针对热镀锌工序制定以下措施控制带钢抖动:(1)沉没辊加工后、安装前,检查其表面粗糙度及沟槽是否存在倒角,有无毛刺、硌伤,是否会影响安装精度。安装沉没辊时,检查沉没辊与冷却塔顶辊间带钢中心线是否一致; (2)调节镀后冷却段移动风箱上、下表面的风量,使上、下表面风箱的挡板开度、压力一致。
冲压后色差
冲压后色差缺陷出现在热镀锌钢板的冲压件上,宏观形貌如图所示,呈现无规则片状。
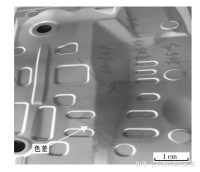
冲压后色差缺陷是由于冲压过程中镀锌钢板表面锌层遭到破坏,出现裂纹,使锌层出现内部氧化,导致冲压件表面出现色差缺陷。镀锌钢板冲压成形表面损伤的影响因素较多,如钢板镀锌工艺、模具材质、润滑效应等。
通过冲压模具表面强化、润滑等措施来预防表面损伤的产生。主要措施有:(1)冲压模具表面进行氮化处理;(2)通过拉伸挤压试验,研究了不同润滑剂的效果,研究表明润滑剂在摩擦副表面生成的表面膜可以降低冲压件的表面损伤。
结论
(1)镀锌板卷边部色差是由于镀锌原料冷硬卷距离边部5cm的范围内粗糙度较低导致的。在热轧工序的冷却过程中,带钢边部冷却速度快、晶粒细小、硬度和强度高、氧化铁皮薄而密。
经过酸洗以后,边部致密的氧化铁皮残留。在冷连轧过程中,由于边部细晶强化作用和氧化铁皮的润滑作用,导致冷硬卷边部粗糙度较低。为了控制镀锌成品边部色差缺陷,采用了在冷却装置上进行边部遮蔽的方式,改善了热轧卷冷却过程中横向温度、组织、应力分布的不均匀性,使冷硬卷、镀锌卷的整体表面质量得到了明显改善。
(2)镀锌带钢表面砂盘打磨后色差缺陷与产线运行速度和带钢出锌锅后抖动幅度相关性较大。带钢在抖动过程中,会改变带钢上、下气刀之间的距离,在同等气压条件下,气刀距离的改变将造成锌层厚度的变化。因此需控制带钢抖动,提高沉没辊安装精度,调节镀后冷却段移动风箱上、下表面的风量,使上、下表面风箱的挡板开度、压力一致。
(3)冲压后色差缺陷出现在热镀锌钢板的冲压件上,是由于冲压过程中镀锌钢板表面锌层遭到破坏,出现裂纹,使锌层出现内部氧化,导致冲压件表面出现色差缺陷。因此,需在冲压模具表面进行氮化处理;冲压加工过程中添加润滑剂,润滑剂在摩擦副表面生成的表面膜可以降低冲压件的表面损伤。














