 锅炉之家客服热线:
锅炉之家客服热线:
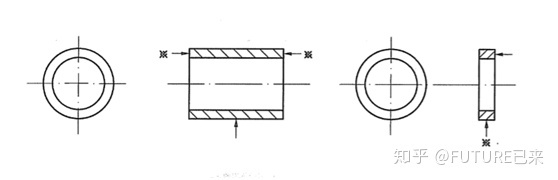
弯头超声检测方法(规格:OD483×101.6(mm);材质:普通合金钢)
执行标准:NB/T 47013.3-2015《承压设备无损检测 第3部分:超声检测》5.5承压设备用碳钢和低合金钢锻件超声检测方法和质量分级
前期准备:检测前应了解被检弯头的内壁结构情况,查阅有关质量资料
检测时机:热处理后
检测面:表面粗糙度Ra≤6.3µm
检测方法:手工A型脉冲反射法超声波检测
探头:单晶直探头,2.5MHz,Φ20mm
对比试块:CS-2(调节基准灵敏度)
先校验声速
再依次测试一组不同检测距离的Φ2mm平底孔(至少3个),制作单晶直探头的距离-波幅曲线,并以此作为基准灵敏度。
扫查灵敏度:基准灵敏度提高6dB
耦合方式:直接接触法
耦合剂:机油
耦合补偿:4dB
扫查方式:移动探头从两个相互垂直的方向在检测面上作100%扫查。
扫查速度:不超过150mm/s
缺陷当量确定:对于3倍近场区内的缺陷,采用距离-波幅曲线来确定缺陷的当量。
(3倍近场区计算方法见《超声检测》(中国特种设备检验协会组织编写,郑晖))
记录:缺陷最大反射波幅;所在区域;周向位置、轴向位置;深度;指示长度(半波法),指示高度;
结果评定:按照NB/T 47013.3-2015《承压设备无损检测 第3部分:超声检测》5.5承压设备用碳钢和低合金钢锻件超声检测方法和质量分级评定














