客服热线:
客服热线:
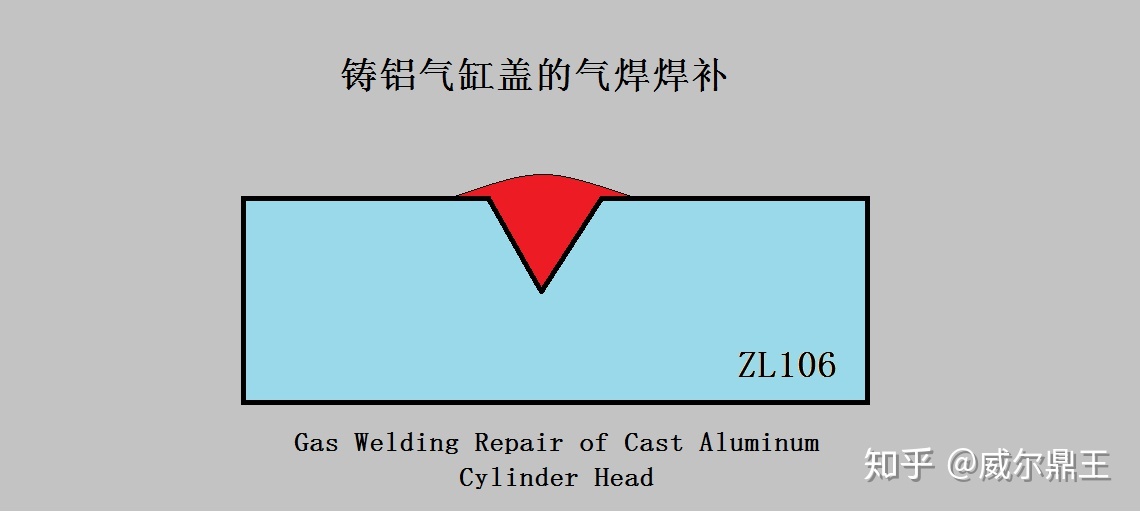
铸铝汽缸盖的气焊焊补
一、焊前准备
首先清理表面油污等脏东西,彻底铲除焊补处缺陷。当壁厚大于5 mm时,将缺陷处加工成60°的V形坡口。如果缺陷为裂纹,则在裂纹两端钻止裂孔。为了防止焊补烧穿,可在背面垫上湿棉布。焊丝一般选用与母材同成分,焊丝中的易烧损元素Mg.、Zn等尽量控制在规定范围的上限,或选用SAISi5补焊除铝镁合金以外的各种铸铝合金,熔剂选用C]401。由于铸铝熔点低,加热面积小,热量不能过大,一般选用小号焊嘴。
二、气焊工艺
将铸铝汽缸盖预热250~300℃,在焊丝端部加热蘸满 CJ401。开始补焊时采用中性焰,金属熔化后用轻微碳化焰。焊嘴倾角为25°~30°。当焊件加热处熔化时,抬高焊炬,送进涂有熔剂的焊丝。当焊丝端部熔化后,熔滴随即滴人熔池。焊接中发现熔池表面有氧化膜等杂质时,应随时用焊丝挑开。
三、焊后处理
焊后应采取缓冷措施,以减少焊接应力。待焊件全部冷却后,用热水和钢丝刷将焊缝附近的焊渣、熔剂刷洗干净。