 锅炉之家客服热线:
锅炉之家客服热线:
铝排为纯铝材料,为保证焊后导电性能良好,要求焊缝金属致密无缺陷。其焊接工艺如下:
1、焊炬选用H01-12型, 3号焊嘴,焊丝选用HS301,熔剂为CJ401, 火焰性质为中性焰或微碳化焰。
2、板厚10mm 时,采用70°左右的V形坡口,钝边为 2mm, 受热后的组对间隙为2.5 mm。焊前用钢丝刷将坡口及边缘20~30 mm 范围内的氧化膜清除掉,并涂上熔剂。
3、正面分为两层施焊。
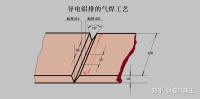
第一层 用中3 mm焊丝焊接。为防止起焊处产生裂纹,焊接第一-层时, 起焊点位置如图1 所示。 即从A处焊至端头①,再从B处向相反方向焊至端头②。
第二层 用中4 mm焊丝,焊满坡口。然后将背面焊瘤熔化平整,并用 Φ3mm焊丝薄薄地焊一层,最后在焊缝两侧面进行封端焊。
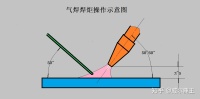
4、焊炬的操作技术如图2所示。
5、焊后用60~-80℃热水和硬毛刷冲洗熔渣及残留的熔剂,以防残留物腐蚀铝金属,最后风干即可。














